|
|
Ein- und Aulasskanalbearbeitung:
|
|

Wenn man etwas zur Leistungssteigerung durch optimieren der Gemischzufuhr
und der Abgasentsorgung tun möchte, ist als Wichtigstes zu bemerken,
daß NUR:
- Kanäle groß
- Größere Gemischafbereitungsanlage
- Tuningnocke
- Größerer Auspuff
- ...
alleine ziemlich wenig bringt!
Ein gutes Tuning lebt vom Zusammenspiel aller Komponenten!
Das bedeutet, daß nicht die Kanäle eines Kopfes einfach nur groß aufgemacht
werden sollten, sondern die Komponenten wie Vergaser, Ansaugstutzen,
Einlasskanal, Auslasskanal und Auspuffkrümmer Strömungsgünstig ineinander
übergehen sollten.
Als wichtigste Grundregel ist zu bedenken:
- Großer Durchmesser = Viel Durchlass, aber langsamere Gasströmung
- Kleiner Durchmesser = Geringerer Durchlass und schnellere Gasströmung
Die optimale Kanalform zu finden ist eigentlich ohne "Flowbench" nicht möglich.
Man kann nur aus Gefühl und Erfahrung versuchen sich dem Optimum zu nähern.
Um einen Kopf erfolgreich bearbeiten zu können ist es notwendig den Kopf völlig
zu zerlegen und über das richtige Werkzeug zu verfügen. Es wird dafür
benötigt:
- Werkzeug um die Ventilkeile entnehmen und wieder einsetzen zu können
- Ventilführungsaustreiber
- Ständerbohrmaschine oder "Demel"
- Kugelfräser
- Schleifkörper um die Ventilsutzringe im Durchmesser erweitern zu können
- Fächerschleifer
- Schmirgel
- Eine Möglichkeit die Ventile wieder einschleifen zu können
- Und ein Hammer
Als Erstes müssen die Keile aus den Ventiltellern entfernt werden. Eine einfache
bewährte Möglichkeit ist ein Röhrchen mit ca. 15mm Durchmesser und 100mm
Länge welches an einem Ende mit einem Gummistopfen verschlossen ist.
Das setzt man mit dem Gummistopfen nach oben auf den Ventilteller und durch
einen kräftigen Schlag mit dem Hammer auf das Ende des Röhrchens, fliegen die
Keile wie von selber aus ihrem Sitz. Um die Keile am Ende wieder einzusetzen,
legt man die Keile lose in ihren Sitz, dreht das Röhrchen um ( mit dem
Gummistopfen auf dem Ventilteller ) und überredet sie mit einem kräftigen
Hammerschlag wieder ihre Haltefunktion zu übernehmen. Aber so weit sind wir
noch nicht. Nun müssen die Führungen mit einem passenden Werkzeug
ausgetrieben werden. Dafür dient uns ein Stück 10mm Rundmaterial welches
einen angedrehten Absatz im entsprechenden Ventilschaftdurchmesser hat.
Vorsicht!!! Die Teile sitzen nicht nur richtig fest, sondern neigen auch dazu zu
platzen oder Risse zu bekommen. Dann sind sie reif für die Tonne.
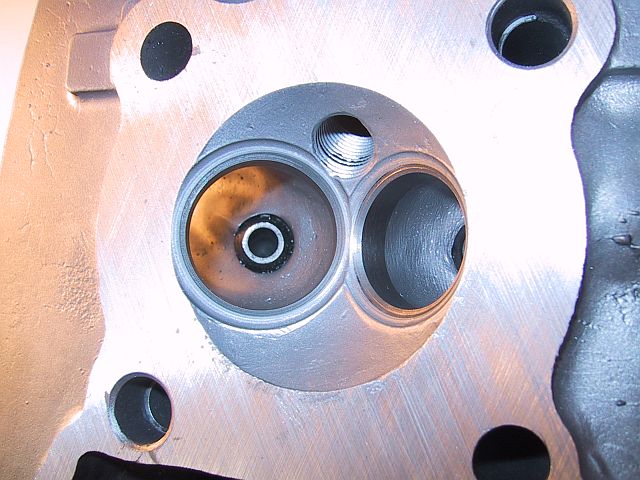
Nun geht es endlich daran die Kanäle entsprechend zu erweitern:
Für mich hat es sich auf Grund der Handlichkeit dieser kleinen Köpfe bewährt,
die entsprechenden groben Fräsarbeiten an einer Ständerbohrmaschine
durchzuführen. Da kann man richtig "rangehen" ;-) Einen "Demel" habe ich schon
ins Jenseits befördert. Und immer daran denken, gleichmäßig zu arbeiten. Um so
mehr Dellen beim Fräsen entstehen, umso schwerer ist es wieder eine glatte
Linienführung zu erreichen. Wichtig ist auch, nicht in die
Ventilschaftführungssitze oder in die Dichtflächen der Ventilsitzringe zu fräsen.
Hat man diesen Arbeitsgang hinter sich, geht es daran die Durchmesser der
Sitzringe so weit zu erweitern, daß mindestens 1mm an Auflagefläche für das
Ventil bleiben. Das muß nämlich nicht nur richtig schließen, sondern soll sich
dabei auch am Sitz wieder etwas Kühlung verschaffen können. Dies geht am
Besten mit den Schleifstiften und hoher Drehzahl. Also, "Demel" auf die
Plätze... los! Zum Abschluß werden mittels Fächerschleifer die Oberflächen
eingeebnet. Nun können die Führungen wieder eingebracht werden.
Die Ventilsitze sollten jetzt mit einem speziellen Ventilsitzfräser so nachbearbeitet
werden, daß durch die lose eingesetzten Ventile kein Lichtspalt mehr zu sehen ist.
Wenn man Glück hat, und der Lichtspalt sehr klein oder nicht vorhanden sein
sollte, kann man die Ventile mit etwas Schleifpaste von Hand einschleifen.
Zum Abschluß werden die Ventile mit den Federn, den Tellern und den Keilen wieder zu einer funktionierenden Einheit zusammengesetzt.
"Fettich"
!!!Also, ganz einfach mit etwas Übung ;-))) !!!
|
|
|